Pealing Back the Layers of Pallet Flow Design for Layer Picking
SOLUTIONS
FOR THE TOUGHEST APPLICATIONS
"*" indicates required fields
Creating custom palletized orders via a layer pick system means building a pallet, one layer at a time using a layer pick forklift attachment or similar apparatus. The completed pallet is often called a “rainbow” pallet as it is made up of different layers of inventory – i.e. a unique SKU of cases per layer. Using pallet flow rack vs simple floor stacking to continually feed reserve stock for the picker increases operational efficiency. Moreover, adding designated reverse flow lanes on which to build and carry away the newly palletized inventory further optimizes the operation. This is a configuration that we call, layer pick in reverse. Here’s how a configuration like that could be laid out in your warehouse:

Figure 1
The Build-Up
Figure 1: Multiple pallet flow lanes provide ready stock for the layer picker. Stock replenishment comes from the rear charge aisle. The picker is located in the front discharge aisle. The rainbow pallet is built from either an empty pallet placed on the floor or an empty pallet placed in a reverse flow lane. Let’s take a closer look at both of those options:
Building the Pallet
Option 1: Referring to Figure 1 above… Place the empty pallet on the floor next to the “blue” or “green” pallet flow lanes. When the rainbow pallet is complete, a forklift picks the pallet up and removes it from the layer pick area. Our Layer Pick Separator video lays out this simple process very well. However, depending on your system needs, using a reverse pallet flow rack lane (Option 2) to carry the rainbow pallet away from the pick area can be a more efficient fit for your operation.

Layer Pick Separator
Option 2: Referring to Figure 1 above… Install a pallet flow lane next to the “blue” or “green” lanes with the flow progressing back toward the opposite aisle, i.e. pallet flow in reverse. A reverse pallet flow lane can also be called an “exhaust” lane. Using an exhaust lane within a line of forwardly flowing pallet flow lanes has several benefits particularly in a larger layer pick operation.
Benefits of Pallet Flow Exhaust Lanes for Layer Picking:
- Reduce traffic
- Boost efficiency to meet high demand
- Support faster inventory turns
- Improve safety
In either scenario, all the pallet flow lanes are equipped with equipment to isolate the front pallet… here’s why that’s an important detail:
Hold It
In the forward flow lanes, the layer pick pallet separator holds back the rear pallets so that the picker device can grab the layers of inventory without interference. When there is nothing left but an empty pallet, it is removed for reuse by the picker. Once the pallet is removed, the separator automatically releases the rear pallets to flow forward and fill the pick face. Again, the remaining rear pallets are held back until needed.
In the reverse flow (exhaust lane) the hold-back device isolates the empty pallet in place until it is fully stocked, then it’s released to flow to the opposite aisle for pickup. You may be wondering what triggers the pallet to release in this type of lane? That question brings us to the lab!
To the Lab
 Our in-house Engineering Testing Lab has produced a really useful video demonstrating the manual and pneumatic options for releasing the pallet in exhaust pallet flow lane configurations…
Our in-house Engineering Testing Lab has produced a really useful video demonstrating the manual and pneumatic options for releasing the pallet in exhaust pallet flow lane configurations…
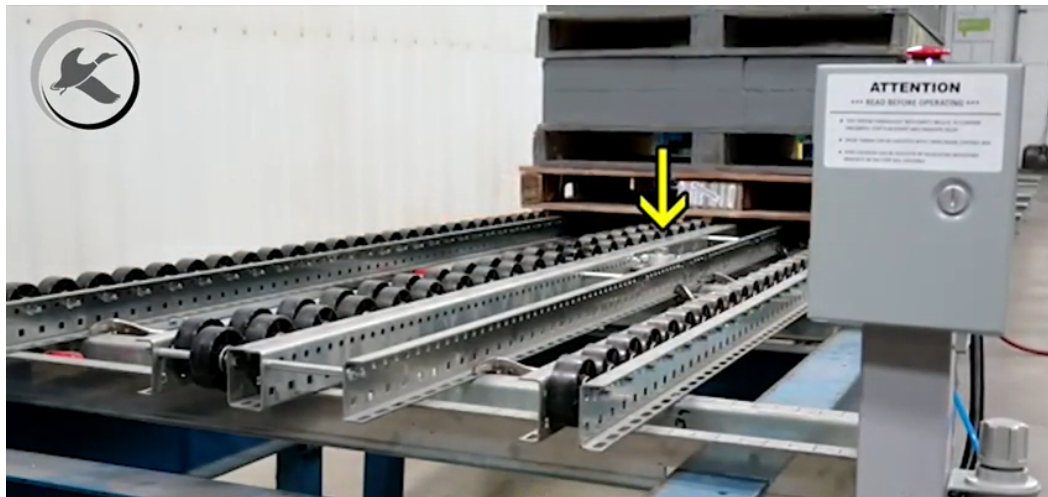
Test Criteria: Exhaust Pallet Flow Lane
- 3 rail Magnum wheel pallet flow 2.9” diameter
- Wheel centers 3”/2”/3”
- Drop-In speed controllers
- Load weight = 1750 lbs.
- Hold-back device
As you will see initially, the pallet is released by hand to allow it to flow down the lane. Once the pallet clears the hold-back device, the worker just resets the device and the lane is ready for the next empty pallet.
Pneumatic Release
As you continue watching, you will see our team use a pneumatic push-button control box to release the pallet. The hold-back device is a pop-up mechanism on a timer. It automatically restores once the pallet is clear so that the lane is ready again for another empty pallet.
The control box can be customized to be mounted on the upright or on the side of the lane as is shown in the video.
Final Thoughts
The test lab engineers are nothing if not thorough so you will also notice that at the end of the video they are demonstrating the use of our flex separator in the exhaust lane. Yes, that is a different pallet separator than the layer pick separator. They are both members of our pallet separator product line, however, each serves a unique function.
Adding the flex separator to the exhaust lane will help ensure a seamless extraction of the rainbow pallet. Rear pallet pressure, called back pressure, is a concern for high-volume operations where rainbow pallets may sit in a queue waiting to be removed from the lane. Keeping the pick face pallet isolated improves the speed and safety at which it can be extracted.
Admittedly we’re throwing a lot at you in this overview of pallet flow rack for layer pick, so here’s what you can do next to ensure you have the right system for your needs… give us a call. The team at Mallard is expert at reviewing your operations and tailoring our products to complete your goals. We look forward to exploring the best options with you.
